In lobe pumps, two lobs of specific design rotate to make the fluid able to flow through fittings. These pumps are used mostly in those industries where hygienic conditions are required like the food, beverage, and pharmaceutical industries. These pumps have high efficiency, reliability, and corrosion resistance.
Lobe pumps can handle slurries, pastes, and solids as well. A gentle pumping action minimizes product degradation. They also offer continuous and irregular reversible flows and can operate dry for brief periods of time. Flow is relatively independent of changes in process pressure, too, so the output is relatively constant and continuous.
Working
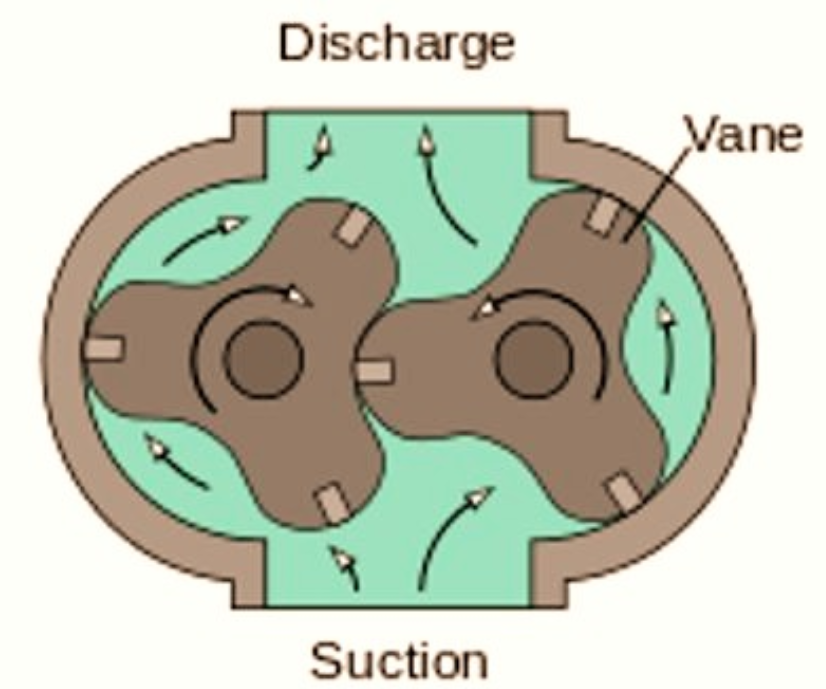
Lobe pumps are similar to external gear pumps in operation in that fluid flows around the interior of the casing. Unlike external gear pumps, however, the lobes do not make contact. Lobe contact is prevented by an external mechanism.
As the lobes come out of the mesh, they create expanding volume on the inlet side of the pump. Liquid flows into the cavity and is trapped by the lobes as they rotate. Liquid travels around the interior of the casing in the pockets between the lobes and the casing it does not pass between the lobes. Finally, the meshing of the lobes forces liquid through the outlet port under pressure.
Read also: Gear pump, its working and applications
Applications
Lobe pumps are frequently used in food applications because they handle solids without damaging the product. Particle size pumped can be much larger in lobe pumps than in other positive displacement types. Since the lobes do not make contact, and clearances are not as close as in other Positive displacement pumps, this design handles low-viscosity liquids with diminished performance. Loading characteristics are not as good as other designs, and suction ability is low. High-viscosity liquids require reduced speeds to achieve satisfactory performance. Reductions of 25% of rated speed and lower are common with high-viscosity liquids.
1 Comment
Gear Pump - Chemiopedia · December 6, 2022 at 9:48 pm
[…] Read also: Lobe pumps, their working, and applications […]
Comments are closed.