Tray columns are widely used in the process industry for separation purposes. Trayed columns utilize pressure and temperature differential to separate the different products from the feed stream. In the tray columns, the weir holds a liquid level of each tray. The vapor coming from the lower tray must overcome the liquid head to move up the column.
On the tray, the vapor and liquid are contacted, and then above the tray, they are separated. Each tray is assumed to be in equilibrium during column design calculation. Trayed columns perform well in highly liquid and vapor loading. At the low flow parameters, the capacity and efficiency of the trays can be reduced. A tray has a higher pressure drop than packing. Some other considerations to use trays in a tower are:
- Usually, trays have comer capacity problems in heavy framing service.
- Trays have a higher pressure drop than structured packing column
- Trays have a high resistance to corrosion
- Entrainment is an issue with trays. Trays usually have more entrainment than packing. Excessive entrainment can lead to efficiency loss of the column.
- Excessive vapor and liquid maldistribution on the tray can lead to a loss of column efficiency.
Read also: Packed Bed Column and Its Types
Types of Trays
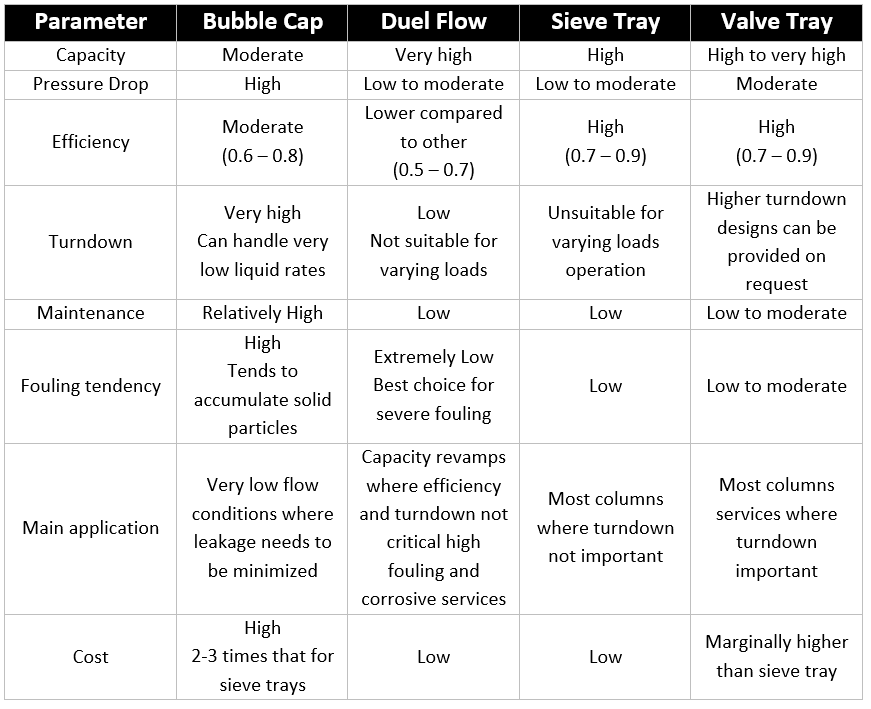
There are four major types of trays. Each type is briefly described below:
1. Bubble Cap Tray
One of the most widely used equilibrium-stage plates is the bubble cap tray. A bubble cap tray is a perforated flat plate that has a riser over the holes covered with a cap. They are equipped with slots to allow the passage of vapor to be mixed with the liquid flowing across the tray forming the bubbles where the mass transfer takes place. Each tray is provided with one or more downcomers in which the liquid flowing across the tray is conducted to the tray below.
A liquid head is maintained on the tray by a dam placed on the outlet side of the tray near the downcomer, it is called the outlet weir. Bubble cap trays can operate at low vapor and liquid flow rates. These trays work well in high turndown applications because the orifices in the bubble caps are in the form of risers whose top opening is elevated significantly above the tray deck. The size of the cap tends to create a hydraulic gradient across the deck and a high vapor side pressure drop. The cost of the bubble cap tray is by far the highest.

2. Sieve Tray
A Sieve tray is a perforated plate with holes punched into the plate and usually has holes 3/16 inch to 1 inch in diameter. The standard size is 1/2 inch with the perforation punched downward. The vapor comes out from the holes to give a multi-orifice effect. The velocity of vapors keeps the liquid from flowing through the holes. Vapor flow through the tray deck and contact with the liquid is controlled by the number and size of the perforations on the tray. The punching direction affects the dry pressure drop of the column, a smaller hole diameter results in a lower pressure drop for the same open area. This is due to the ratio of the hole diameter to the tray thickness.
The number and hole size is based on vapor flow up the tower. The liquid flow is transported down the tower by the downcomers and an overflow device on the side of the plate. A sieve tray has relatively higher entrainment than a valve tray at the same vapor velocity. This is due to the liquid spray being directed upwards to the next tray. For efficient operation, the vapor velocity must be sufficient to balance the head of liquid on the tray and thus prevent liquid from passing through the perforations to the tray. These trays can be used in almost all services.

3. Duel Flow Tray
A dual-flow tray is a sieve tray without a downcomer. Vapors move up to the tray above through the hole (like a sieve tray), while the liquid travels down in the same hole (unlike a sieve tray) which can result in mal-distribution of vapor/liquid and low efficiency. Dual flow trays are designed with optimum open area on the tray to eliminate stagnation and promote back missing that makes them suited to handle highly fouling services and corrosive services. Dual flow trays are also well suited for the fractionation of polymerizable compounds due to the more bubbling area.
They have a greater capacity than other tray types. A dual flow tray is also the least expensive to make and easiest to install and maintain than the others. Dual flow tray performs best in the operating region of 60 to 85 % of flood and increases efficiency with vapor rate. The challenge of the dual flow tray is mal-distribution in the larger diameter towers. The dual flow tray has a poor turndown ratio than other tray types, resulting from the rapid fall-off in efficiency as the vapor loading decreases. Therefore, the operating vapor and liquid rate ranges must be kept in a small operating range.
4. Valve Tray
Valve Tray uses a moveable disc that almost closes off completely at a low vapor rate, thus minimizing the tray open area. When lifted, as the vapor rate increases, the open area increases for vapor flow between the valve disc and the tray deck. Valves can be round or rectangular in shape, with or without a caging structure. The opening of the valve may be varied by the vapor flow so that the trays can operate over a wide range of flow rates with high separation efficiency and large flexibility. Because of their flexibility and price, valve trays are replacing bubble-cap trays.
The valve tray has a minimum capacity of approximately 60%. The dry pressure drop of the valve tray is lower than the bubble cap because the valve does not need a chimney for the vapor and it depends on the weight of the valve. The valve tray can be used in a condition where the vapor rate changes unpredictably over a given section of the tower, a tower utilized in blocked operation at the varying rate and feed compositions, fluctuations in feed rate, and servicing of auxiliary equipment operating the entire unit at a low rate.

1 Comment
Packed Bed Column and Its Types - Chemiopedia · October 3, 2022 at 4:31 pm
[…] Read also: Tray columns and its type […]
Comments are closed.