Several types of pressure relief devices are certified under Section VIII of the ASME Boiler and Pressure Vessel Code2 covering unfired pressure vessels. These devices included:
- Spring-loaded direct-acting relief valves
- Pilot-operated relief valves
- Rupture disks.
Read More: Scenario of over-pressure in the process industry
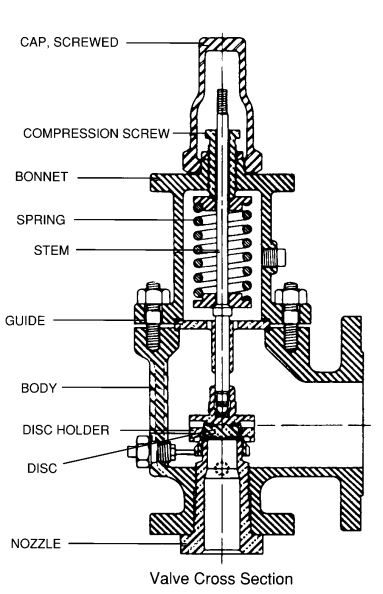
1. Conventional Relief Valves
In a conventional relief valve, the inlet pressure to the valve is directly opposed by a spring. Tension on the spring is set to keep the valve close at the normal operating pressure but allow the valve to open when the pressure reaches relieving conditions. This is a differential pressure valve. The construction and main parts of a conventional relief valve are shown below:
Most conventional safety-relief valves available to the petroleum industry have disks that have a greater area, than the nozzle seat area. A conventional pressure relief valve is not used when the built-up backpressure is greater than 10% of the set pressure at 10% overpressure. A higher maximum allowable built-up backpressure may be used for overpressure greater than 10%. These valves are reliable and versatile. These valves are most reliable when sized properly and can be used in a wide range of services.
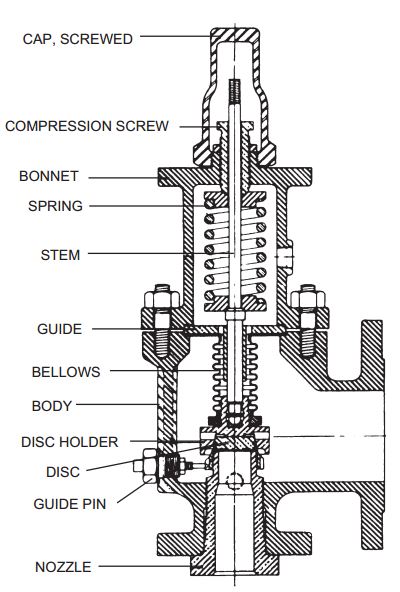
2. Balanced Relief Valves
These valves incorporate means for minimizing the effect of back pressure on the performance characteristics of the valve-like opening pressure, closing pressure, lift, and relieving capacity. Typical construction and parts of the balance relief valve are shown in the figure below:
There are two types of balanced relief valves.
- Piston Type
- Bellows Type
In the piston type, the guide is vented so that the back pressure on opposing faces of the valve disk cancels itself. The vented gases from the bonnet of balanced piston-type valves should be disposed of with a minimum restriction and in a safe manner.
Bellows-type excludes the back pressure from acting on the top side of that area of the disk. The disk area extending beyond bellows and seat area cancels so that there are no unbalanced forces under downstream pressure. The balanced safety-relief valve makes higher pressures in the relief discharge manifolds possible.
The advantage of using balanced bellows relief valves is no effect of back pressure on the relieving pressure and pressure accumulation. The spring is isolated from discharge fluid from the bellows, hence the risk of corrosion is mitigated.
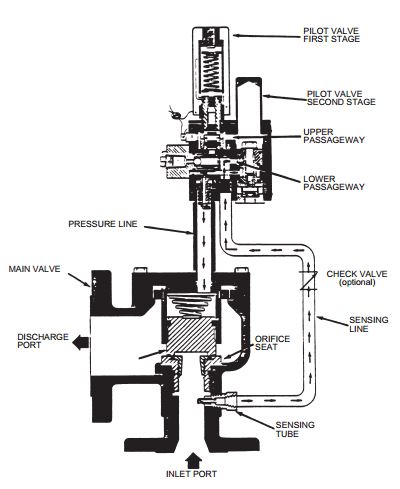
3. Pilot Operated Relief Valves
Unlike the above two types, a pilot-operated relief valve consists of two principal parts, the main valve, and a pilot. Inlet pressure is directed to the top of the main valve piston. More area is exposed to pressure on the top of the piston than on the bottom so pressure, instead of a spring, holds the main valve closed.
At the set pressure, the pilot opens, reducing the pressure on top of the piston thereby allowing the main valve to open fully. Pilot-operated valves can allow backflow if downstream pressure exceeds set points. Backflow prevention is required on valves connected to common relief headers. A check valve, split piston-type valve, or backflow preventer in the pilot line can be used. These valves provide near-zero leakage until seat damage occurs; the resilient seats may erode rapidly once leakage begins.
1 Comment
Scenario of over-pressure in the process industry - Chemiopedia · August 2, 2022 at 12:28 pm
[…] Read More: Relieving Devices, types, and working […]
Comments are closed.